1. थ्रेड जडानको पूर्व-कसाउने कार्य लोडको कार्य अघि, स्क्रू पूर्व-कसाउने बलको कार्यको अधीनमा छ।
1. पूर्व-कसाउने उद्देश्य
1) जडानको कठोरता बढाउनुहोस्
2) कडापन बढाउनुहोस्
3) खुल्ला राख्ने क्षमता सुधार गर्नुहोस्
अवशिष्ट प्रीलोडको निर्धारण: 1) कार्य भारमा कुनै परिवर्तन छैन: FR FR = (0.2 ~ 0.6) 2) कार्य लोड परिवर्तनहरू: FR = (0.6 ~ 1) F3) त्यहाँ कडापन आवश्यकताहरू छन्: Fp FR = (1.5 ~ 1.8)
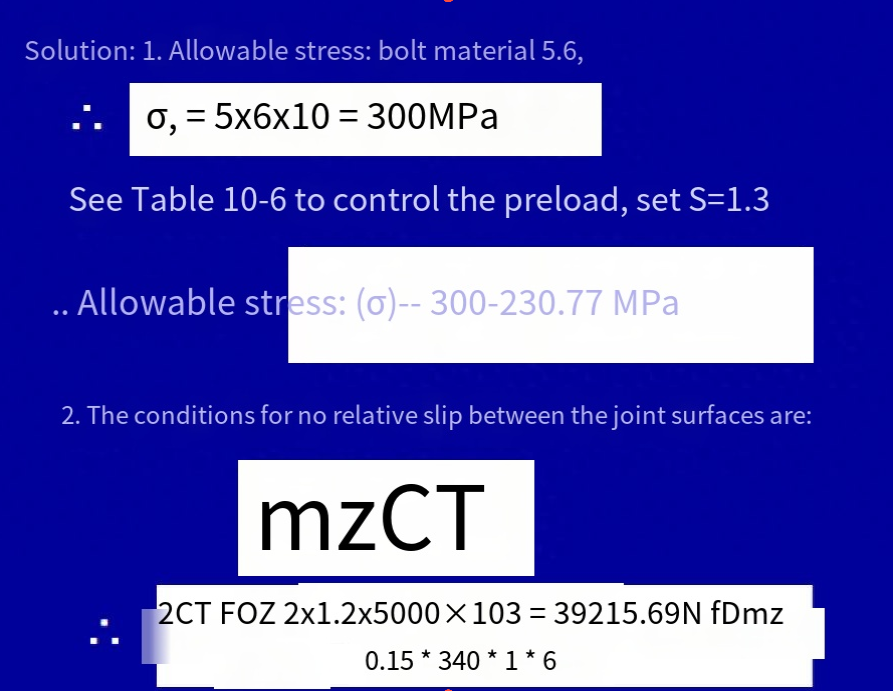
$10-7 सामग्री र बोल्टको स्वीकार्य तनाव १।बोल्ट सामग्री बोल्टहरू तिनीहरूको मेकानिकल गुणहरू अनुसार वर्गीकृत गरिन्छ, र राष्ट्रिय मानकले तोकेको छ: बोल्ट 3.6, 4.6, 4.8, 5.6, 5.8, 6.8, 8.8,9.8, 10.9, 12.9 नटहरू 4, 5, 6, 8, 91, 12,
2. बोल्ट प्रदर्शन ग्रेड कोडको अर्थ: ई पहिलो नम्बर: बोल्ट सामग्रीको तन्य शक्ति सीमा संकेत गर्दछ।त्यसको 1/100। σ= पहिलो अंक x 100 दोस्रो अंक: बोल्ट सामग्रीको उपज सीमा संकेत गर्दछ।दस गुणा शक्ति सीमा σ.Sigma।= पहिलो अंक x दोस्रो अंक x 10 उदाहरण: कक्षा 4.6 boltσρ=4×100-400MPa, σ, =4×6×10-240MPa3।थ्रेडेड जडानको स्वीकार्य तनाव हेर्नुहोस् पाठ्यपुस्तक तालिकाहरू 10-6 र 10-7
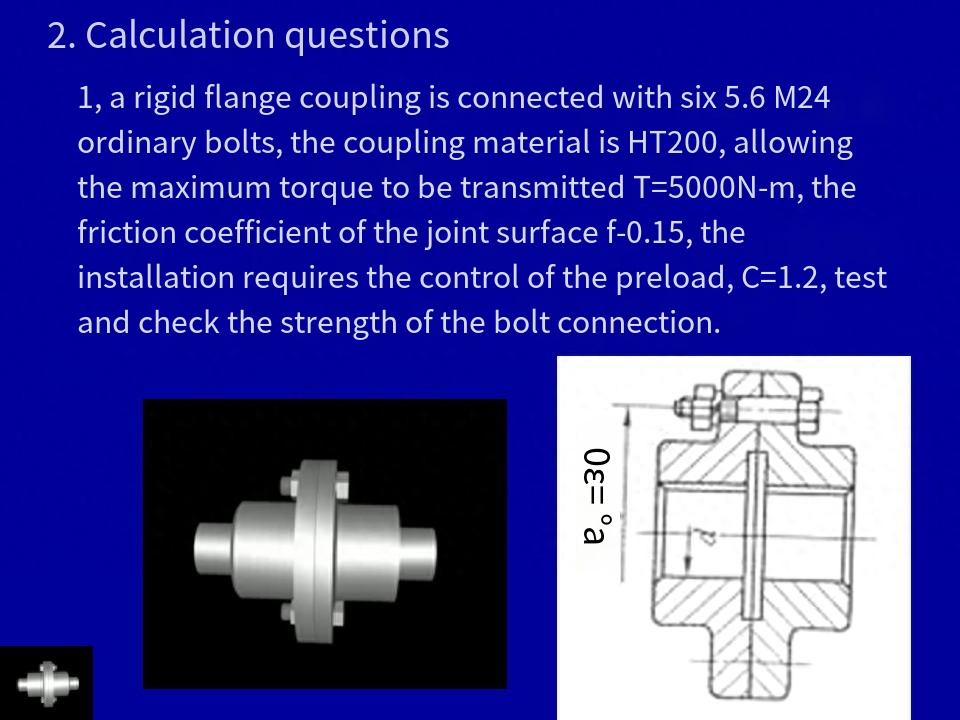
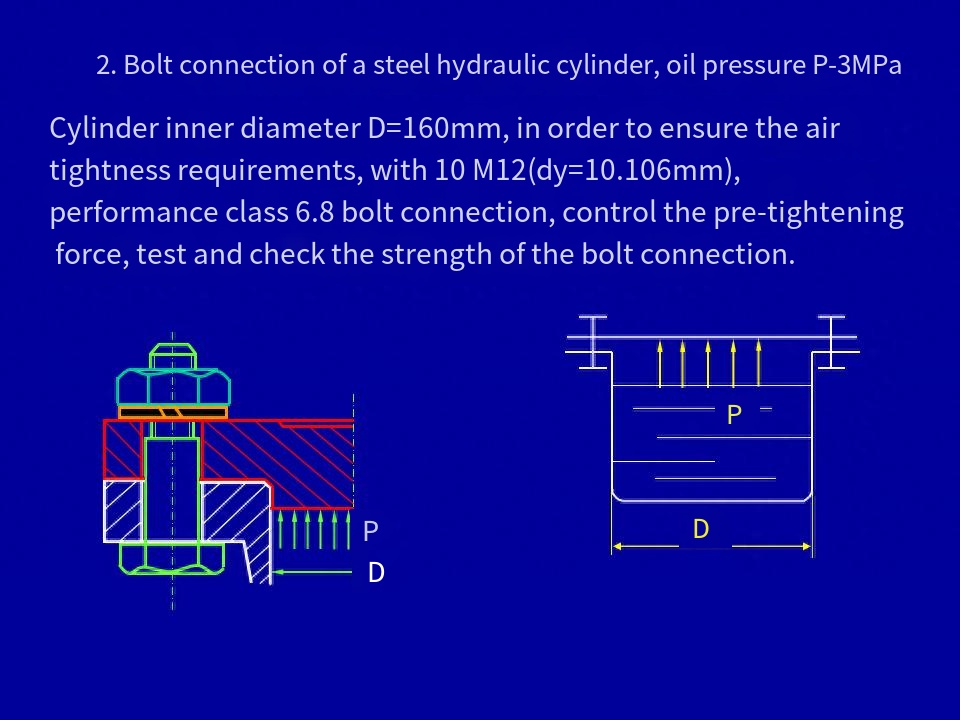
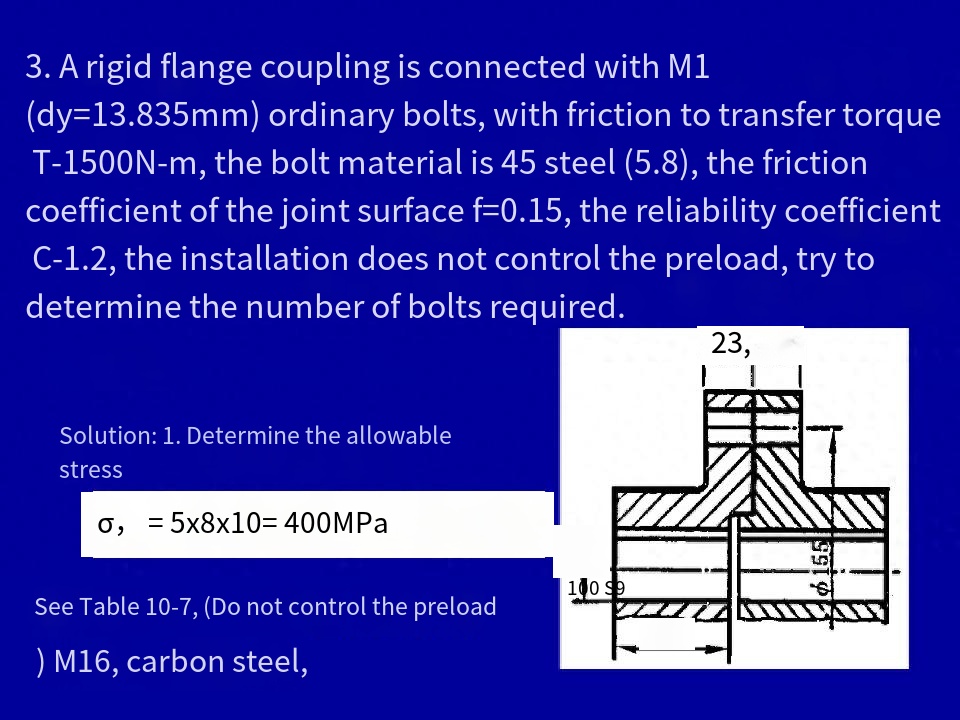
2. गणना प्रश्नहरू
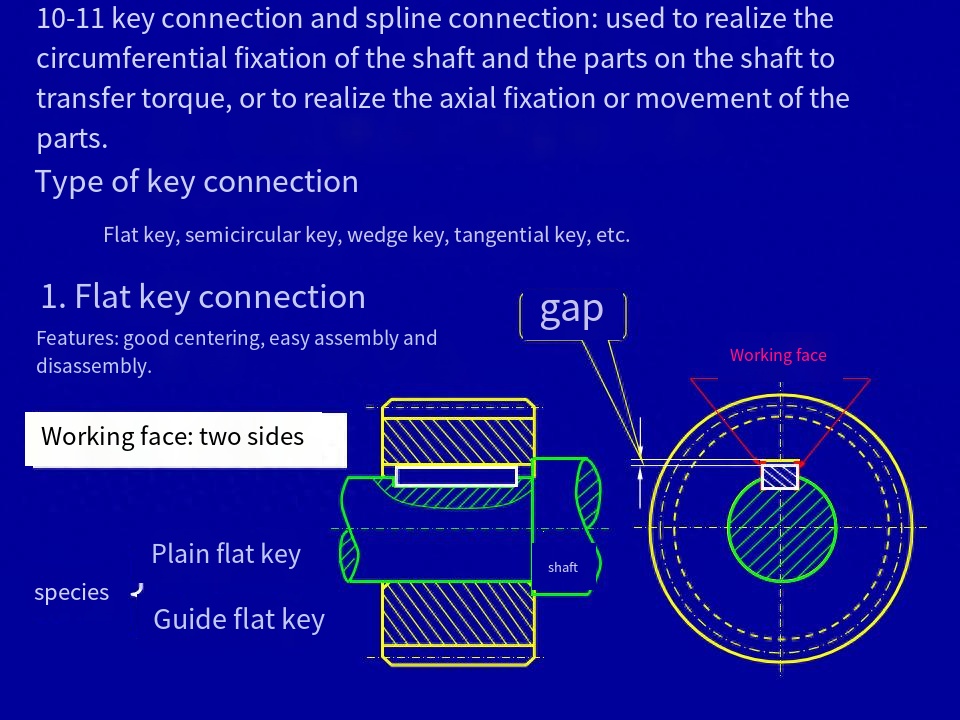
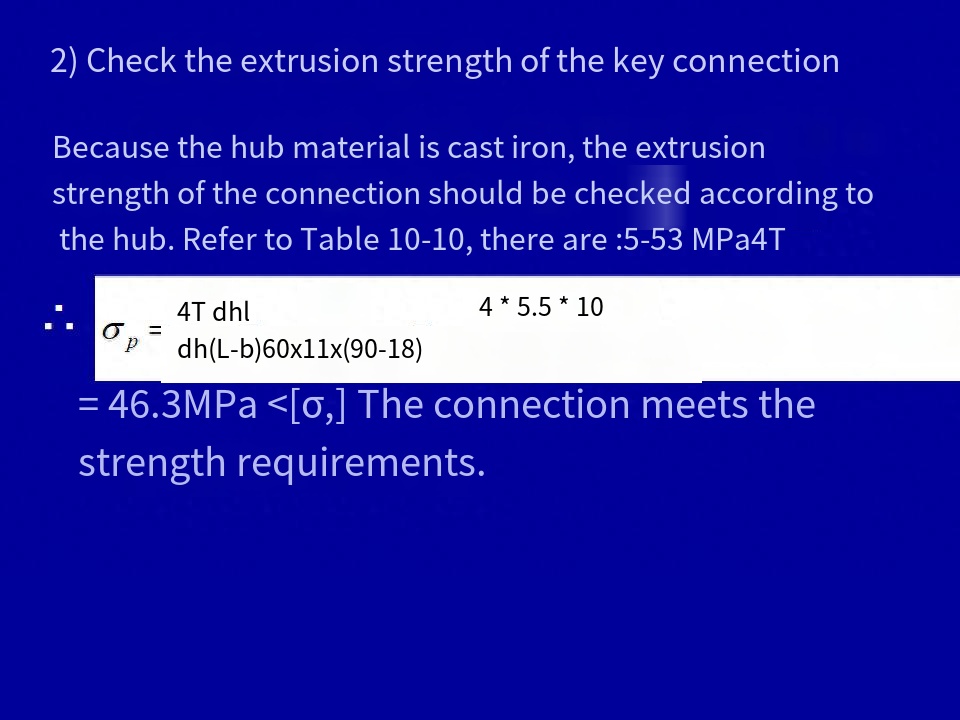
साँचो र एक स्टिल शाफ्ट जडान मार्फत एक कास्ट आइरन सीधा दाँत बेलनाकार गियर, गियर मा शाफ्ट खण्ड व्यास d=60mm, हब लम्बाइ L'=100mm, प्रसारित टर्क T=5.5×105N.mm, मा थोरै प्रभाव काम गर्नुहोस्, यो कुञ्जी जडान डिजाइन गर्ने प्रयास गर्नुहोस्। समाधान: 1) कुञ्जीको सामग्री, प्रकार र आकार निर्धारण गर्नुहोस् किनभने हब कास्ट आइरनबाट बनेको छ, कुञ्जीको सामग्री 45 स्टील चयन गर्न सकिन्छ, र बीचमा कुनै अक्षीय आन्दोलन छैन। गियर र शाफ्ट, त्यसैले A-प्रकारको साधारण फ्ल्याट कुञ्जी चयन गरिएको छ। एक्सल व्यास d=60mm, हब लम्बाइ 100mm अनुसार, तालिका 10-9 हेर्नुहोस्,:b=18mm, h=11mm, L=90mm।
पोस्ट समय: सेप्टेम्बर-13-2023